Se
Serviços
Experiência
Inspeção e consultoria
ENGENHARIA
Contando com parceiros estratégicos, a KRC Consultoria e Inspeções desenvolve projetos para a
indústria nas disciplinas de processos e mecânica.
Abaixo um breve resumo de nossas capacidades:
* Elaboração de P&ID e procedimentos de implantação;
* PAR (Projeto de Alteração e Reparo);
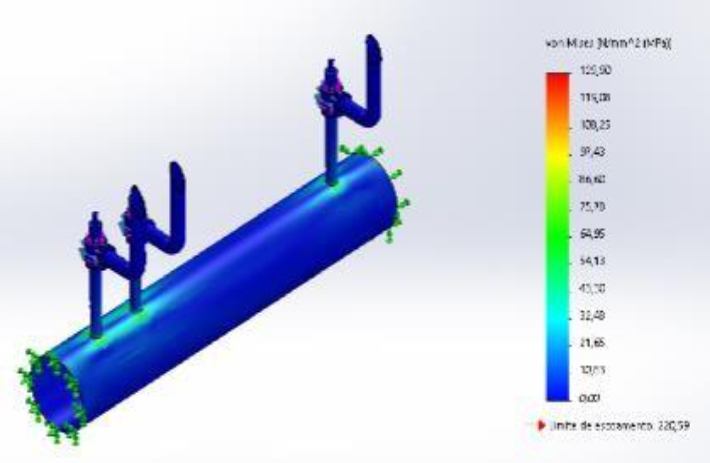
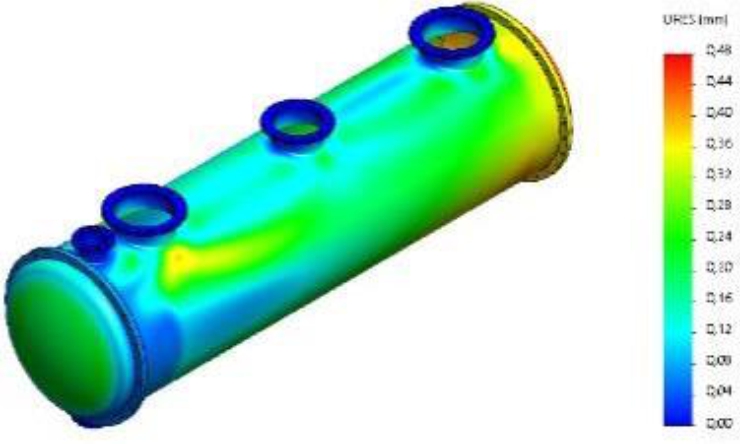
* MEF (Métodos Elementos Finitos);
* Estudo de Flexibilidade;
* Projetos de tubulações industriais;
* Projetos de estruturas em 3D;
* Detalhamento de projetos (Plantas, cortes, isométricos, lista de materiais, etc);
* Detalhamento de equipamentos (Tanques, esteiras, roscas transportadoras, silos, filtros, etc);
* Memoriais descritivos e data-sheets;
* Memorial de cálculo para Caldeiras e Vasos de Pressão;
* Memorial de cálculo e detalhamento de linhas de vida;

CONSULTORIA
Consultoria, de uma forma ampla, é o fornecimento de determinada prestação de serviço, em geral por
profissional qualificado e conhecedor do tema. O serviço de consultoria oferecido ao cliente, acontece por
meio de diagnósticos e processos e tem o propósito de levantar as necessidades do cliente, identificar
soluções e recomendar ações. De posse dessas informações, o consultor desenvolve, implanta e viabiliza o
projeto de acordo com a necessidade específica de cada cliente.
Fazendo uma comparação bastante simples, um consultor é como um “médico”. Quem quer prevenir doenças
e garantir uma vida saudável costuma procurar um médico. Quem fica doente geralmente ainda mais rápido
um médico. E quem quer evitar ou já tem problemas, procura um consultor

")
")
GESTÃO DE NR-13
A implementação do sistema de gestão de segurança do trabalho, conforme norma regulamentadora NR-13
aplicado em caldeiras, vasos de pressão e tubulações é uma norma de caráter compulsório, tem força de lei
e visa a proteção do trabalhador. Sua utilização é obrigatória para toda entidade e/ou instalação existente
em território nacional. Ela estabelece responsabilidades e parâmetros relativos à instalação, segurança de
operação, segurança na manutenção e inspeção de segurança.
A inspeção de segurança inicial deve ser feita em equipamentos novos, antes da sua entrada em
funcionamento, no local definitivo da instalação, devendo ser realizada uma inspeção externa, inspeção
interna e teste hidrostático, considerando algumas limitações citadas. Envolve a análise da documentação
do equipamento (prontuário e do livro de registro de segurança), verificação dos dados da placa de
identificação, checagem de conformidade entre a documentação e o equipamento e elaboração do Relatório
preliminar.
Todos estes equipamentos devem ser submetidos a inspeções de segurança inicial, periódica, extraordinária
e de integridade de acordo com o seu tempo de uso e determinações do Profissional Habilitado (PH).
Portanto, qualquer irregularidade com o equipamento e os respectivos documentos, tais como: Placa de
identificação, prontuário, manual de operação, projetos de instalações e de alteração e reparos, livro de
registro de segurança, treinamento de operadores e outros, será motivo de não conformidade até que seja
solucionado e nesta visão a KRC CONSULTORIA & INSPEÇÕES se compromete com os nossos clientes a
solucionar estas questões, realizando as inspeções e gerando toda documentação necessária, conforme
determinação da norma regulamentadora NR-13.



INSPEÇÃO PREVENTIVA
Estas inspeções são de fundamental importância para garantir o bom funcionamento e operabilidade dos
equipamentos e componentes mecânicos com a intenção de reduzir a probabilidade de falha ou ainda a
degradação. É uma intervenção prevista, preparada e programada antes do provável aparecimento da falha,
ou seja, é o conjunto de serviços de inspeções sistemáticas, ajustes, conservação e eliminação de defeitos,
visando a evitar falhas. Enquadram-se nessa categoria as revisões sistemáticas do equipamento e os planos de
inspeção. Devido à desmontagem para revisão, alguns componentes são substituídos antes do fim da sua vida
útil, e componentes substituídos podem apresentar falhas prematuras ou até mesmo por falhas de fabricação
e montagem. Para esta segurança são realizadas as seguintes inspeções: Partículas magnéticas, Líquido
penetrante, Ultrassom, Medição de espessuras, Videoscopia, Dimensional e Visual.



INSPEÇÃO FABRICAÇÃO
Para garantia do produto acabado é de suma importância a inspeção durante a fabricação de equipamentos e
componentes, tais como: Caldeiras, Vasos de Pressão, Eixos, Componentes de Moenda, Tanques entre outros.
Também elaboramos PGIs (Planos Gerais de Inspeções) e PITs (Planos e Inspeções e Testes), para
acompanhamento de todo processo de aquisição, projeto, fabricação e diligenciamento dos equipamento
fabricado.



INSPEÇÃO DE MONTAGEM EM CAMPO
Para garantia durante o processo da montagem é necessário assegurar a padronização dos processos de
montagem, respeitando-se as normatizações do processo construtivo, respeitando as suas características e
particularidades de acordo com local, condição e outros fatores que precisam ser vistos durante a elaboração
dos PGIs (Planos Gerais de Inspeções) e PITs (Planos e Inspeções e Testes).
Para isto asseguramos a qualidade destes produtos através de acompanhamento “Full time” com o
diligenciamento do cronograma, certificando a condição de execução com a qualidade e prazos previstos.
As verificações realizadas neste acompanhamento são realizadas também através da realização de ensaios
como: Ultrassom, Medição de Espessuras, Partículas Magnéticas, Líquido Penetrante, Videoscopia, Visual,
Dimensional e outros.



INSPEÇÃO VISUAL/DIMENSIONAL/DUREZA
O ensaio de inspeção visual/dimensional é o mais simples dos métodos de inspeção não destrutiva que se pode
realizar em uma soldagem. Em geral, pode-se dizer que é um método para determinar a aceitabilidade dos
componentes fabricados por usinagem, soldagem, ou qualquer outro processo produtivo, que apresente como
requisito um grau de qualidade, por menor que seja. No entanto, o trabalho depende quase que exclusivamente
da avaliação individual de cada inspetor. Para haver uniformidade nas atividades, é necessário um
procedimento de inspeção aprovado e de pleno conhecimento do profissional que executará o serviço. Além
do procedimento, o inspetor deve estar familiarizado com todos os demais documentos aplicados à obra.
Existem diversas normas com diferentes critérios de aceitação das descontinuidades que possam ser
encontrados nas soldas. Essas diferenças devem-se ao fato de que as normas são específicas para diferentes
construções; assim, é natural que a norma aplicada à construção de veículos apresente maiores exigências
quanto a requisitos de impacto do que, por exemplo, uma norma aplicada a construção de pontes. Como os
procedimentos são elaborados com base nestas normas, seu conhecimento antes da execução de qualquer
atividade é imprescindível.
objetivos do ensaio
Os objetivos do ensaio são: garantir a preparação adequada da junta e a ajustagem das dimensões em
conformidade com o projeto; fazer o acompanhamento durante a soldagem para corrigir possíveis erros;
detectar descontinuidadesinaceitáveistais como falta de deposição ou reforços excessivos, mordeduras, trincas
ou rechupes de cratera; conferir a precisão dimensional das soldas; garantir a conformidade das soldas com as
especificações.
APLICAÇÃO
A inspeção visual/dimensional é o mais comum de todos os exames não destrutivos aplicados à soldagem. Pode
ser utilizado como exame único ou parte de outros exames e testes não destrutivos para controle de qualidade.
A inspeção visual pode ser utilizada para o exame de superfície a soldar numa operação conhecida como exame
do bizel, durante a execução do processo de fabricação, e também após a conclusão da solda, componente ou
item.
O método Brinell é um método de medição da dureza, utilizado principalmente nos materiais metálicos. Este
método foi proposto em 1900, pelo engenheiro sueco Johan August Brinell. Foi o primeiro ensaio de
penetração padronizado reconhecido industrialmente[1]. O teste típico consiste em um penetrador de
formato esférico com 10 mm de diâmetro, feito de aço de elevada dureza ou de carbeto de tungstênio.



ENSAIO POR LIQUIDO PENETRANTE
O ensaio por Líquido Penetrante é considerado um dos melhores métodos de teste para detectar
descontinuidades superficiais de materiais isentos de porosidade, como: metais ferrosos e não ferrosos,
alumínio, ligas metálicas, cerâmicas, vidros, certos tipos de plásticos ou materiais organo-sintéticos. Líquido
penetrante também são utilizados para a detecção de vazamentos em tubos, tanques, soldas e componentes.
O líquido penetrante é aplicado com pincel, pistola, com lata de aerossol ou mesmo por imersão da peça no
tanque contendo o líquido, aguarda-se um certo tempo para que ocorra a penetração. Este método está
baseado no fenômeno da capilaridade, que é o poder de penetração de um líquido em áreas extremamente
pequenas devido a sua baixa tensão superficial. O poder de penetração é uma característica muito importante
uma vez que a sensibilidade do ensaio é extremamente dependente do mesmo.
Efetua-se a remoção deste penetrante da superfície por meio de lavagem com água ou remoção com
solventes.
A aplicação de um revelador (pó branco) irá mostrar a localização para detecção de trincas superficiais e
descontinuidades com precisão e grande simplicidade, embora suas dimensões sejam ligeiramente ampliadas.
Descontinuidades em materiais fundidos tais como gota fria, trinca de tensão provocada por processos de
têmpera ou revenimento, descontinuidades de fabricação ou de processo tais como trincas, costuras, dupla
laminação, sobreposição de material. Trincas em soldagem e trincas provocadas pela usinagem, fadiga do
material ou mesmo corrosão sob tensão, também podem ser facilmente detectadas pelo método de Líquido
Penetrante.



ENSAIO POR PARTICULAS MAGNÉTICAS
O ensaio por partículas magnéticas consiste em submeter uma peça, ou parte dela, a um campo magnético.
Na região magnetizada da peça, as descontinuidades existentes, ou seja, a falta de continuidade das
propriedades magnéticas do material, irão causar um campo de fuga do fluxo magnético. A aplicação das
partículas ferromagnéticas provoca a aglomeração destas nos campos de fuga, uma vez que serão por eles
atraídas devido ao surgimento de polos magnéticos. A aglomeração indicará o contorno do campo de fuga,
fornecendo a visualização do formato e da extensão da descontinuidade.
PARTÍCULAS MAGNÉTICAS
As partículas magnéticas ou pós magnéticos são os elementos que permitem visualizar as indicações
referentes às descontinuidades. Embora o nome indique magnéticas, na realidade elas são magnetizáveis pois,
se forem aplicadas sobre uma peça ferromagnética na ausência de um campo magnético, não haverá
retenção.
As partículas magnéticas podem ser encontradas na forma de pó, em pasta ou dispersas em líquido. Em todos
os casos, as partículas são constituídas de um pó ferromagnético de dimensões, forma, densidades e cor
adequados ao exame.
O meio no qual a partícula é aplicada denomina-se via ou veículo. A via pode ser seca ou úmida.



ENSAIO POR ULTRASSSOM
O ensaio de ultrassom é um método de ensaio não destrutivo baseado em ondas de ultrassom para detecção
interna de defeitos em materiais ou para a medição de espessura de paredes e detecção de corrosão.
Com o ensaio de ultrassom, uma onda de som ultrassônica pulso-ecoante é enviada através do material. Esta
onda será interrompida e então parcialmente devolvida, de pontos com imperfeição interna ou da parte
posterior da parede do material – respectivamente, capturar e analisar o retorno do som junto a informação
útil coletada para fornecer informação sobre a localização e orientação de imperfeição e a espessura da
parede do material. Os critérios de aceitação definem se a indicação é ou não aceitável (um defeito). A SCAN -
B-SCAN.
A técnica ultrassônica com A SCAN - B SCAN é a ferramenta de maior aplicabilidade para a avaliação de
integridade em equipamentos industriais, por permitir a detecção de descontinuidades não obtida por outras
metodologias ultra – sônicas convencionais.
Quando fenômenos corrosivos como: pites ou alvéolos são localizados, a morfologia, dimensões e
profundidade dos mesmos são apresentadas na tela do monitor acoplado ao sistema do aparelho. Desta
forma além da espessura remanescente da região sob avaliação, imagens gráficas (fotografias) das regiões de
maior interesse poderão ser geradas através de um vídeo printer acoplado ao sistema do aparelho.
Aplicações: Inspeções em dutos, tubulações, vasos de pressão, tanques atmosféricos, colunas, trocadores de
calor, etc.



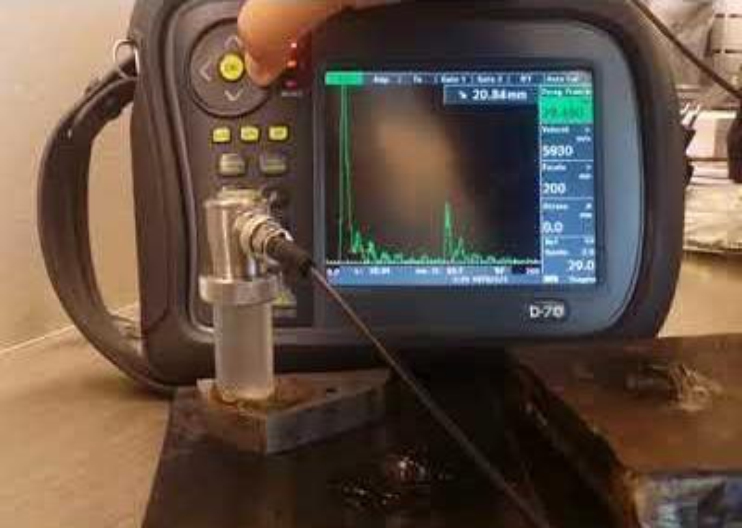
ENSAIO POR MEDIÇÃO DE ESPESSURA
A Medição de Espessura por Ultrassom permite medir espessuras de paredes (chapas, tubos, etc.), detectar
com precisão perdas/redução de espessuras por corrosão de equipamentos em operação, tanques, vasos de
pressão, tubulações, onde não é possível o acesso interno.
Sons extremamente graves ou agudos, podem passar desapercebidos pelo aparelho auditivo humano, não por
deficiência deste, mas por caracterizarem vibrações com frequências muito baixas, até 20Hz(infrassom) ou com
frequências muito altas acima de 20 kHz (ultrassom), ambas inaudíveis.
Assim como uma onda sonora reflete ao incidir num anteparo qualquer, a vibração ou onda ultrassônica ao
percorrer um meio elástico, refletirá da mesma forma, ao incidir num anteparo qualquer.
A vibração ou onda ultrassônica ao percorrer um meio elástico, refletirá da mesma forma, ao incidir numa
descontinuidade ou falha interna a este meio considerado. Através de aparelhos especiais, detectamos as
reflexões provenientes do interior da peça examinada, localizando e interpretando as descontinuidades ou
verificando a sua espessura.
As descontinuidades são caracterizadas pelo próprio processo de fabricação da peça ou componentes a serem
examinados, como por exemplo: bolhas de gás em fundidos, dupla laminação em laminados, micro trincas em
forjados, escorias em uniões soldadas e muitos outros. E a espessura dos materiais obedecem a regras de
projeto e de fabricação de matérias primas como chapas, tubos, tarugos, etc. Por isso a sua verificação já no
recebimento da matéria-prima já é importante.
Portanto, o exame ultrassônico, assim como todo exame não destrutivo, visa diminuir o grau de incerteza na
utilização de materiais ou peças de responsabilidades, bem como a conferência de matérias primas destinadas
a fabricação, entre outras aplicações.


ENSAIOS E ANÁLISES LABORATORIAIS
✓ Análises Metalográfica;
✓ Análise Química;
✓ Análise Macrográfica;
✓ Ensaio de Tração;
✓ Ensaio de Dobramento;
✓ Ensaio de Achatamento e Expansão em tubos;
✓ Medição de Camada Endurecida;
✓ Medição de Dureza nas mais diversas escalas;
✓ Análise de Falhas.
Descrição Geral
Analisar é comparar através de técnicas metalúrgicas que os materiais definidos em projetos ou utilizados em
equipamentos, estão de acordo com os padrões pré-estabelecidos.
Identificação de mecanismos de falhas em componentes e pesquisas de materiais faz parte de nossas
atribuições laboratoriais.
PROCEDIMENTO DE SOLDAGEM, QUALIFICAÇÃO DE SOLDADORES E TREINAMENTOS
Para a execução dos processos de soldagem, é necessária a elaboração de procedimento de soldagem e seu
respectivo registro de qualificação, bem como a qualificação de soldadores e operadores de soldagem, de
acordo com as normas e padronizações técnicas especificas, tais como: ASME (American Society Of Mechanical
Engineers) e pela AWS (American Welding Society), API (American Petroleum Institute, DIN (Instituto Alemão
de Normatização), Petrobras e outros.


